
I love it when the Universe does me a solid.
My oldest daughter is studying Entrepreneurship & Innovation at Butler University in Indianapolis (Go Bulldogs!) and I recently flew up for a long weekend visit. She called a few days before my arrival to bemoan that her business class had tacked on an unexpected, mandatory field trip that she’d need to attend on Friday afternoon, which necessitated that we change our plans. But guess what, friends? That field trip was a trek to Gilchrist & Soames, a cosmetics manufacturing facility that is one of the largest hotel amenity manufacturers in the United States! Which proves – once and for all – that Jesus is real and he loves me.
I sweet-talked myself onto that tour and I wanted to share a peek inside a large-scale cosmetic manufacturing facility with you, gentle readers. But I know that what you *really* want to see if big machines and fancy labs, no? Alright… on with it then!

This manufacturing facility opened in 2015 in Plainfield, Indiana. It’s just a hop, skip, and a jump from Indianapolis. The building spans 250,000 square feet and more than 100 people are employed through G&S at this location. They run two 10-hour shifts per day and reserve Fridays for overtime as needed. This singular facility houses the research + development arm, design, compounding, filling, marketing, and distribution.

Gilchrist & Soames manufactures several lines of bodycare products under its own brand name, but they’re also a major force in the hotel amenity business worldwide. If you’ve cracked open a tiny bottle of shampoo in a hotel in the U.S., then you’ve probably used their products without even knowing it. Though the company does offer a retail website for direct-to-consumer sales, the vast majority of their business is B2B in the hospitality industry. They also handle some private label work for smaller bath + body brands.
The company was founded in London in 1975, though the U.S. operations have been bought and sold several times. In September of 2015, the company was acquired by Sysco Guest Supply, a subsidiary of Sysco.

The Plainfield manufacturing facility is responsible for more than 3,000 unique SKUs. The facility manufactures an average of more than 350,000 bottles + tubes per day in a GMP-compliant facility (huzzah!). As you can imagine, I was like a kid-in-a-candy-shop as we wound through their filling area, led by the production manager. We donned googles and hair nets as we breezed past whirring machines and vibrating tables.
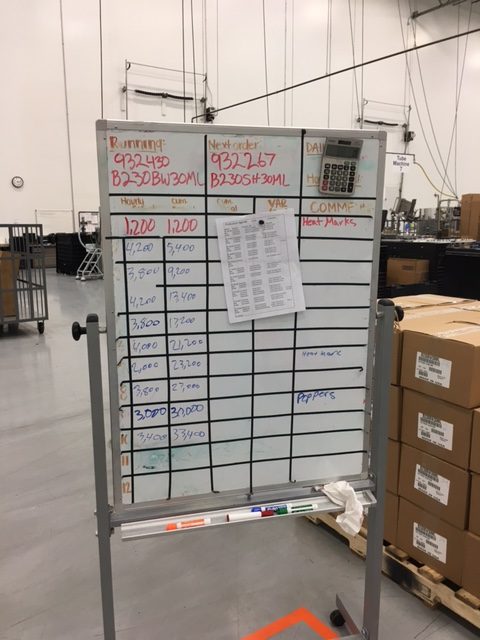
I was impressed by the hourly counts of products and the dry erase boards that tracked everything that was happening on the filling room floor in near-real time. Putting everything there in black + white helps the company understand where they are in the production cycle, quickly identifying any problems that are slowing their roll, and celebrating teams that are pulling especially hard. Everything is carefully counted and tracked. Daily production meetings help keep everyone on the same page.
The smallest batch Gilchrist & Soames runs is 150 pounds and the largest batch they can run in 8,000 pounds(!). The average fill size is 1/10 of a pound (remember: we’re talking about amenities here) and the average batch size is 2,500 pounds. They routinely execute fills of 100,000+ pieces and smaller runs often mean changing the fill lines 3-4 times in a single shift, making them much less efficient.

The warehouse was a thing of beauty. The uber-tall ceilings allow for flexible storage that can be reconfigured with relative ease as the company grows. Yellow tape on the floors outlined safe paths for walking as a half-dozen forklifts skirted around the facility, carrying pallets to and fro. Everything is bar coded for easier tracking. Think for a moment about the logistics of managing the raw materials, custom packaging, and finished products for 3,000 unique products. That necessitates a carefully orchestrated production theater.

Raw materials receive bar codes as they’re received, finished pallets receive bar codes once their packed, and things are constantly scanned as they move about all 250,000 square feet. Fork lifts scoot down aisles that are just a few inches wider than the fork lifts are themselves, and each fork lift “buckles” into a main line that runs down the aisle, keeping in on track and avoiding collisions.
I’ve never before been excited by a forklift until I saw this one. No, seriously… watch this thing pull out a pallet, spin it around, and put it back, in the narrowest of aisles. *swoon*
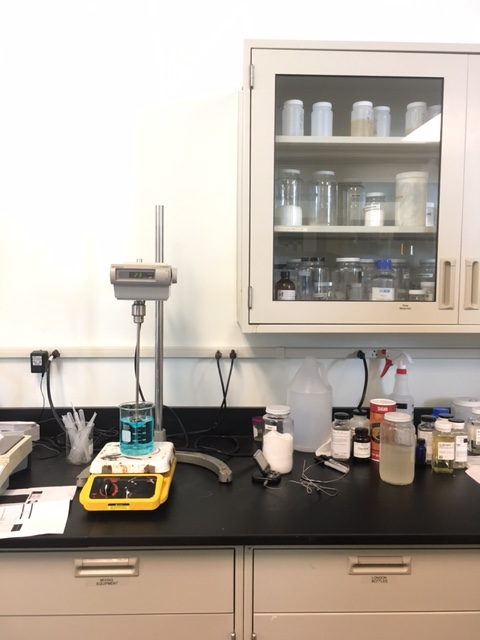
G&S maintains an R+D lab for new product development and for continued testing of each raw material into their facility and each finished product coming out of their facility. They perform accelerated aging tests (aka “challenge testing”) to confirm the stability of each product and that testing is twelve-weeks in duration. Even the bar soaps that are delivered to Gilchrist & Soames from a third party are carefully tested.
Many thanks to Gilchrist & Soames, who have gracious partnered with Butler University to sponsor this semester’s business class. They’ve sent representatives from their marketing and accounting departments to speak to students throughout the last few months. They’re offering support and hosting tours and doing a myriad of other things to support the next generation of business leaders and I’m deeply grateful.
I hope you enjoyed this peek inside a large-scale manufacturing facility. Also, childhood flashback: remember that segment of Mr. Rogers where his large, framed picture would turn into a video screen that showed you how something was made in a factory? That’s sort of how it felt to be in Gilchrist & Soames. Though I’ve been a bath and body manufacturers for 14 years now, my artisan process is so removed from this type of manufacturing that it made for a fascinating experience. Watching how they managed such complex logistics was particularly interesting and my hat is off to them for such a brilliant implementation of technology!



That was a fascinating tour! Thanks for sharing with us. It’s sort of what I thought it would be like and eye-opening at the same time.
I may have just stood in one spot and spun around for 5 minutes . My kid would’ve been thoroughly embarrassed.
Thanks for sharing. That was nice.
Lela, this recap is awesome. I know you were like a kid in a candy store. Super cool.
That was so cool!
Exciting to see how it all comes together. Your commentary revealed your passion. Job well done!